

Come vengono prodotti i giunti flessibili in gomma e quali processi vengono sottoposti?
Realizzare giunti flessibili in gomma non è un compito facile. Per essere completato è necessario passare attraverso diverse procedure di elaborazione. I giunti flessibili in gomma sono dispositivi realizzati in gomma e altri materiali, che possono ridurre efficacemente urti e rumore. Hanno una forte capacità di assorbimento degli urti e significativi effetti di riduzione del rumore. I giunti flessibili in gomma possono essere utilizzati ovunque sia necessario l'assorbimento degli urti. Quindi, quali procedure di lavorazione sono coinvolte nella produzione e nella formatura dei giunti flessibili in gomma? Adesso conosciamoci insieme.
1. Mescola della gomma
La preparazione del composto per giunti flessibili in gomma è la stessa di quella del composto per prodotti in gomma ordinari. Innanzitutto, la gomma grezza deve essere completamente plastificata per conferirle plasticità e uniformità adeguate. Con l'aumentare del tempo di plastificazione, il coefficiente di perdita della gomma diminuisce e si riduce la sua dipendenza dall'ampiezza. La chiave durante la miscelazione è garantire che gli agenti di composizione siano uniformemente dispersi. Se la mescola di gomma non viene miscelata in modo uniforme, ciò causerà fluttuazioni nella rigidità dell'ammortizzatore. A causa della durezza non uniforme all'interno della gomma, si verificherà una concentrazione di sollecitazioni, riducendo così la durata dell'ammortizzatore.
2. Trattamento superficiale e incollaggio di parti metalliche
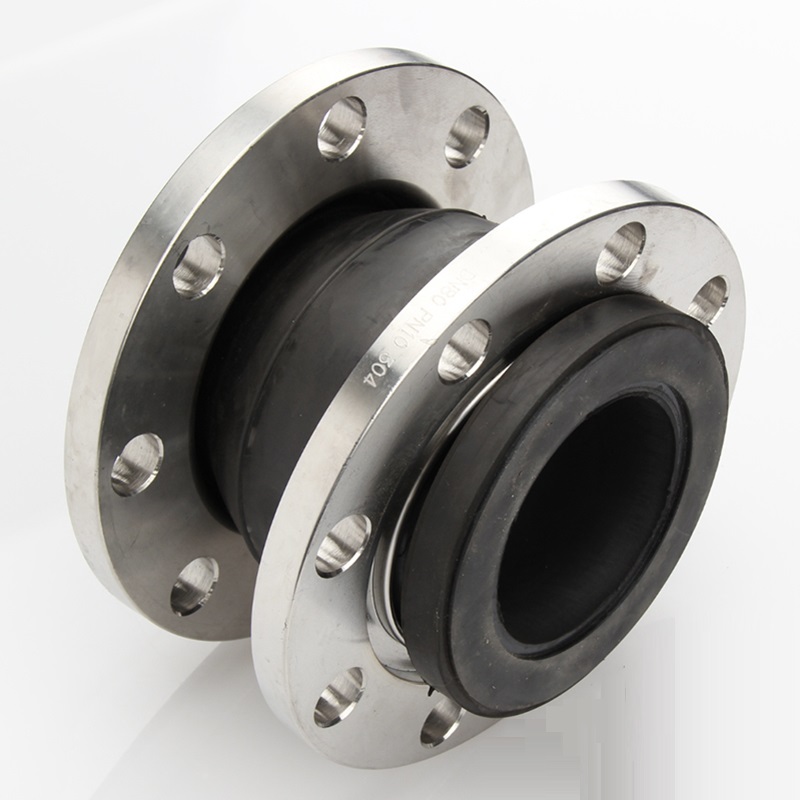
La stragrande maggioranza dei giunti flessibili in gomma contiene parti metalliche. Prima di accoppiare le parti metalliche con la gomma, le loro superfici devono essere trattate; in caso contrario, ciò influenzerà la loro forza di legame. Esistono molti metodi di trattamento superficiale delle parti metalliche. Quella comunemente utilizzata è la sabbiatura, seguita dalla pulizia con solventi, dall'asciugatura e quindi dall'applicazione della colla. L'adesivo comunemente usato attualmente è il chemlok, che ha una forza di adesione molto affidabile.
3. Solfatazione
I metodi di vulcanizzazione comuni per i giunti flessibili in gomma comprendono la vulcanizzazione per compressione, la vulcanizzazione per trasferimento dello stampo e la vulcanizzazione per iniezione. Il processo e le attrezzature comuni di vulcanizzazione a compressione sono relativamente semplici. Il calore viene trasferito dalle superfici di pressione superiore e inferiore allo stampo in metallo e alla gomma. Questo metodo è particolarmente adatto per prodotti di grandi dimensioni a pareti spesse.
Il metodo di vulcanizzazione con trasferimento dello stampo utilizza la pressione di una pressa per iniettare la gomma nella cavità dello stampo metallico, che ha un'elevata efficienza di stampaggio. I fori di iniezione della gomma all'inizio e alla fine iniettano nella cavità dello stampo. A causa dell'effetto della forza di attrito, la temperatura della gomma aumenta. Inoltre, la gomma viene preriscaldata dall'inizio alla fine prima dello stampaggio ad iniezione. Pertanto, il metodo di trasferimento dello stampo può essere utilizzato per ridurre il tempo di vulcanizzazione.
I prodotti finiti complessi ammortizzanti in gomma possono essere vulcanizzati mediante stampaggio a iniezione. Poiché la parte di stampaggio a iniezione e la parte di riscaldamento e pressurizzazione della macchina per lo stampaggio a iniezione sono parte integrante, la gomma viene posizionata nello stantuffo sotto forma di striscia o foglio e, dopo essere stata completamente preriscaldata, viene iniettata nella cavità dello stampo metallico ad alta pressione.
A partire dalle materie prime viene attuato un rigoroso controllo di qualità. Ogni lotto di materie prime viene ispezionato e qualificato da tecnici di laboratorio prima di entrare in fabbrica. Alcuni addetti al dosaggio della gomma mescolano i materiali nella proporzione richiesta. Una volta completato il dosaggio, viene inviato all'officina di miscelazione della gomma e pressato in fogli di gomma sintetica dal miscelatore di gomma. Dopo aver superato il controllo, i fogli di gomma sintetica vengono inviati al laboratorio di taglio tubi ammortizzatori, dove il personale li taglia secondo diversi modelli e dimensioni. Una volta completata la tranciatura, viene eseguito il processo di formatura. Dopo che ogni stampo del tubo dell'ammortizzatore è stato ispezionato e ritenuto qualificato, viene inviato all'officina di vulcanizzazione, dove il personale posiziona lo stampo. Metti lo stampo nella macchina vulcanizzatrice. La macchina vulcanizzatrice premerà bene lo stampo. A questo punto, la macchina vulcanizzatrice viene impostata ad una temperatura costante di 180 gradi e la vulcanizzazione viene eseguita per 40 minuti. Dopo 40 minuti, rimuovere l'ammortizzatore vulcanizzato dallo stampo e testare l'integrità della vulcanizzazione dell'ammortizzatore. Rifilare i bordi degli ammortizzatori vulcanizzati e posizionarli nella funivia semilavorata dopo la rifilatura. I tubi semilavorati dell'ammortizzatore all'interno della funivia vengono inviati all'officina di assemblaggio delle flange, dove il personale assembla le flange dei tubi dell'ammortizzatore e i tubi semilavorati dell'ammortizzatore in prodotti finiti. Il personale del reparto di controllo qualità campiona e testa in modo casuale la pressione degli ammortizzatori finiti. Gli ammortizzatori che superano la prova di pressione sono imballati. Gli ammortizzatori finiti imballati vengono riposti nel magazzino, in attesa di essere caricati sugli automezzi per la spedizione.
Nota: durante la vulcanizzazione, il tempo e la temperatura di vulcanizzazione devono essere rigorosamente controllati. In generale, il grado di reticolazione della gomma aumenta con l'aggiunta di luce, mentre diminuiscono il modulo della gomma e il coefficiente di consumo della gomma. Pertanto, la vulcanizzazione dei giunti flessibili in gomma deve essere accurata. Sia la sottovulcanizzazione che la sovravulcanizzazione causeranno un calo delle prestazioni del prodotto finito.
Notizie correlate
- Come funziona un tubo fognario?
- In che modo i tubi in U-PVC migliorano i moderni sistemi di tubazioni?
- Perché scegliere tra tubi UPVC e tubi HDPE?
- Perché i tubi in ghisa sferoidale sono ancora la scelta sicura per le reti idriche di lunga durata?
- Quali macchine e strumenti per l'installazione di tubazioni mi aiutano a realizzare progetti più rapidi, sicuri e redditizi?
- Punti chiave per l'ispezione di qualità dei tubi in ghisa sferoidale
Lasciami un messaggio











